- ウレタンゴム加工.com
- ウレタンゴムとは?
- ウレタンゴムの加工方法
原材料の保管
原材料にとって一番影響のある熱と水分には十分気をつけています。
原材料の溶解には細心の注意を払い、70℃以上の温度をかけないよう心がけています。
また、梅雨時期や夏場の湿気(水分)に対しては、原材料を除湿の空調がきいた部屋に保管しています。
熱盤の温度を一定(105℃±5℃)にして作業する為に、毎朝作業者が温度計にて熱盤の3点を測定しています。

加工工程
ウレタンエラストマー(ゴム状の弾力性を有する工業用材料)の加工は以下のような工程で行います。
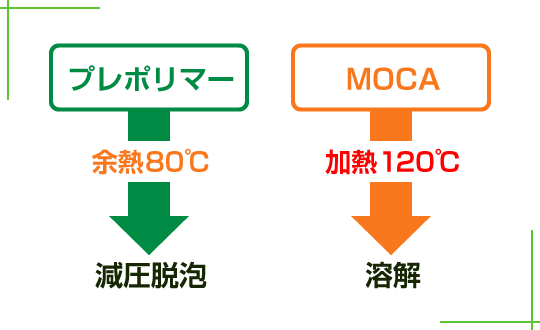
材料の準備
原料のプレポリマーを余熱し、硬化剤MOCAを加熱します。
配合量を正確に計量します。
混合(撹拌)
素早く十分に撹拌します。

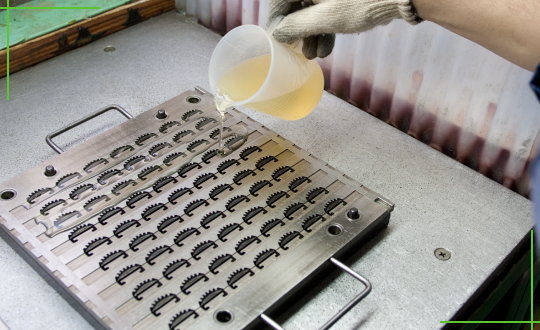
注型
金型には離型剤を塗布し、100℃に余熱しておきます。エアーを混入しないように注意しながら注型します。
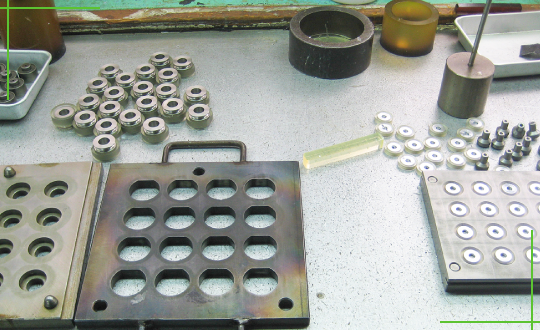
金具(鉄芯)ものの場合、金具を受け入れ→溶剤にて脱脂→ブラスト処理→接着剤塗布→自然乾燥60分or 強制乾燥30分という工程となります。
硬化
衝撃を与えないように注意しながら硬化(一次加硫)させます。
熱盤(金型)の温度が非常に重要で、ここでウレタンゴム製品の硬度が決まります。
熟成
熟成(二次加硫)でウレタンゴムの本来の物性が決定します。
十分に熟成をしていないと、のちの加工がうまくいきません。
(通常は室温(22℃)で一週間熟成させます)

後加工
円筒研磨板・汎用旋盤・カッティングマシーンを使い、研磨・研削・切削作業を施し、製品として仕上げていきます。
ウレタンゴムのプレス品などにはバリが出ますので、取り除く作業を行います。

製品
製品として出荷する完成品ができあがります。
硬度が確認できるテストピースと共に納品します。


- 1
加工における寸法工程検査の測定を、レーザースキャンマイクロメータ(Φ50㎜程度まで)で測定管理し、お客様の要望される寸法を満たすようにしています。
- 2
ご要望により金属加工品寸法測定データを添付します。
- 3
ウレタンゴムの加工表面に適した砥石を使用し、表面の粗度に注意しています。
- 4
ウレタンゴム注型時のバリなどに関しては、芯金に付着したウレタンゴムも含み、加工・仕上げ工程でお客様のご要望にお応えしております。