



- ウレタンゴム加工.com
- 新着情報&ブログ
- ウレタンゴムについて
- ウレタンゴム硬度50度ローラーの成型方法!
2019.08.07ウレタンゴム硬度50度ローラーの成型方法!
当社は、ウレタンゴム加工屋です。一般的には
ウレタン屋と呼ばれています。
主なウレタンゴム加工屋の流れを
おさらいとして
説明させて頂きます。
今回は、ウレタンローラー50度
Φ150(ウレタンゴム外径)
×Φ136(アルミ芯径)
×35H (ウレタンゴムの高さ)
というモノをさせて頂きました。

- ウレタンゴムの原材料を計量する
- ウレタンゴム原材料に適している
硬化剤の配合を計算し、投入する - ウレタンゴムの原材料と硬化剤を
攪拌する(混ぜる) - 熱盤に金型をセットする(予め)
- 加温した金型にウレタンゴムを注型する
- 一次加硫(金型内で硬化 )を施し、完全に硬化したら
脱型する - 速やかに、二次加硫に突入する
- 二次加硫は一晩行い研削・研磨加工に入る準備
を整える - ウレタンゴム研削・研磨を施す
- 仕上げ・検査を行う
- 出荷させて頂く
上記の工程はウレタンローラーのモノ
です。
ウレタンローラーの場合
ウレタンゴムがライニングされる
芯金(金具)というモノが
ございます。
その芯金の処理も同時並行で
行わないといけません。
その工程も箇条書きで
書かせて頂きます。
- 芯金(金具)受け入れ 数量確認
- 芯金(金具)脱脂処理
- 芯金(金具)マスキング
- 芯金(金具)ショットブラスト処理
- 芯金(金具)接着剤処理
- 芯金(金具)やきつけ(加温する)
この様に、当社で行うウレタンローラーは
上記の様な工程を踏んでいきます。

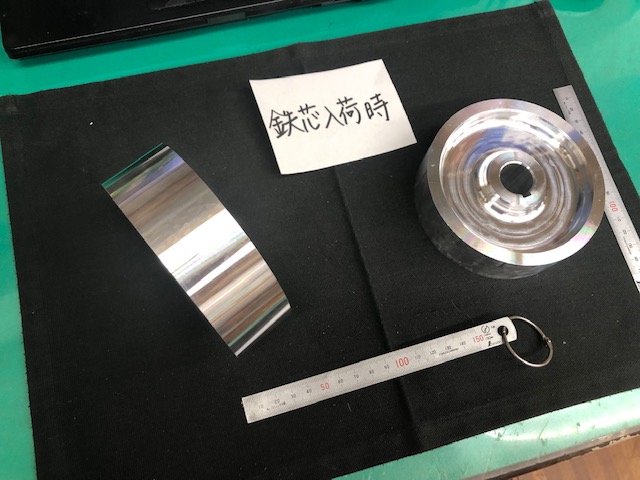
鉄芯入荷時はこの様になっております。
これは、アルミ芯ですね。
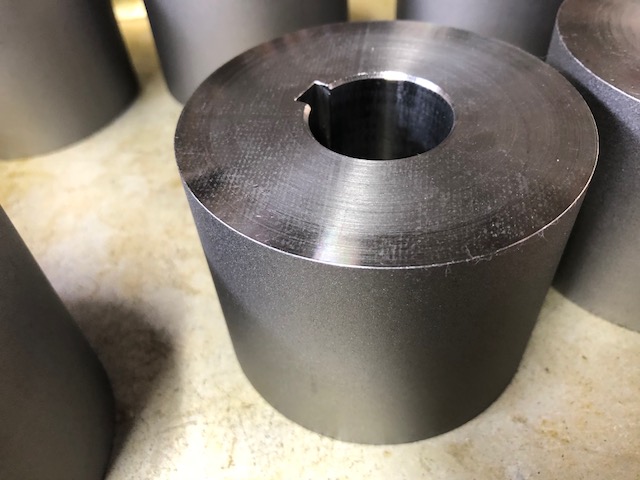
↑
このアルミ芯のショットブラスト工程後
の写真を撮り忘れましたので
他の芯金の写真を載せました。
↓
コレがサラ芯
色が少しクスムでしょ。ショットブラスト
したら。。。
その後、ウレタンゴムの注型作業を
行います。

ウレタンゴム硬度50度を注型致しました。
いつ見ても、内の社員さんのウレタンゴム注型は
美しいですね。

最後に、
ウレタンゴム研削・研磨工程の仕上がり
具合を見て下さいませ
微妙なRなのです。
しかし、R300が外径に取られています。

ウレタンローラーという製品を
撮影する前に
ウレタンゴムの化学(chemical)の事を
復習してた為
化学(chemical)の本が写ってしまいました。

こういったお仕事はとても
得意にしております。
是非、当社にご用命くださいませ。
いつも御贔屓に有難うございます。
関連のありそうな記事
 2015年12月15日 ウレタンゴム注型についての考察② 当社の生業はウレタンゴム加工業です。その中でも一番の中心!
ど真ん中のお仕事!これだけは譲れない! […]
2015年12月15日 ウレタンゴム注型についての考察② 当社の生業はウレタンゴム加工業です。その中でも一番の中心!
ど真ん中のお仕事!これだけは譲れない! […] 2013年2月4日 ウレタンローラー⑤ 最後は、ウレタンローラーの研削・研磨というお仕事で終了です。
昨日に書かして頂いたように、ウレタン […]
2013年2月4日 ウレタンローラー⑤ 最後は、ウレタンローラーの研削・研磨というお仕事で終了です。
昨日に書かして頂いたように、ウレタン […] 2012年7月22日 本日のウレタンローラーです。 ウレタンゴム硬度70度です。
お客様から、仕上がりが綺麗と褒めて
頂きました。
有難うございます。 […]
2012年7月22日 本日のウレタンローラーです。 ウレタンゴム硬度70度です。
お客様から、仕上がりが綺麗と褒めて
頂きました。
有難うございます。 […] 2024年7月22日 ウレタンゴムと温度とガラス転移点の相関関係は。。。 皆様!こんにちは!!いつもウレタンゴム加工.COMのホームページを
ご覧下さりありがとうございま […]
2024年7月22日 ウレタンゴムと温度とガラス転移点の相関関係は。。。 皆様!こんにちは!!いつもウレタンゴム加工.COMのホームページを
ご覧下さりありがとうございま […] 2023年3月8日 ウレタンゴムの神は細部に宿る!? 本日もコチラのウレタンゴム加工.COMのブログをご覧下さり誠に
ありがとうございます。もうすぐ春 […]
2023年3月8日 ウレタンゴムの神は細部に宿る!? 本日もコチラのウレタンゴム加工.COMのブログをご覧下さり誠に
ありがとうございます。もうすぐ春 […]
- 生形 正幸
鋼製のリング(角パイプ3.2tのリング)をウレタンゴムローラ(φ114)の摩擦力で回転させたい。リングの直径は2.6mであり、ウレタンゴムの回転数は58rpmです。因みに鋼製リングの必要回転摩擦力は約1600Nぐらいです。可能でしょうか? よろしくご教示をお願いします。生形
- EFaloks
毎日ボーナスをもらうのは、日本の会社員が毎朝コンビニでおにぎりを買うくらい習慣化できる。 https://azino-cas-official.top/
- 山元祐紀
我が家にピッチングマシンがあるんですがウレタンゴムの巻き替えのお見積りお願いできませんか。
物はトーアスポーツマシンです。
マシン商品名 スモールカーブ 硬式
型式 2W200CK
品番 1B-T-MA-2-003-Rホイール商品名 ウレタンホイール200Φ
品番 9P-Z-0000003
本体サイズ(約) Φ200mmになります。 - 畠中
琥珀 様
コメントありがとうございます。
詳細が少しコチラでは判断できませんので宜しければ、info@rissei-kagaku.co.jp
に画像とご説明の文章をお送り頂ければ幸いです。 - 琥珀
お世話になります。
ホンダのオイル封入タイプのエンジンマウントの場合はオイル部分はゴムになるのでしょうか?



コメントをどうぞ